Uno dei metodi più affidabili per collegare i cavi è la saldatura. Questo è un processo in cui lo spazio tra due conduttori viene riempito con lega di saldatura fusa. In questo caso, la temperatura di fusione della saldatura deve essere inferiore alla temperatura di fusione dei metalli da unire. A casa, la saldatura viene spesso utilizzata con un saldatore, un piccolo dispositivo alimentato dall'elettricità. Per funzionamento normale La potenza del saldatore deve essere almeno 80-100 W.
Cosa ti serve per saldare con un saldatore
Oltre al saldatore stesso, avrai bisogno di saldature, colofonia o flussi, è consigliabile disporre di un supporto; Durante il lavoro, potresti aver bisogno di una piccola lima e di piccole pinze.
Molto spesso è necessario saldare i fili di rame, ad esempio sulle cuffie, durante le riparazioni elettrodomestici ecc.
Colofonia e fondenti
Ottenere buona connessione fili, devono essere puliti da contaminanti, inclusa la pellicola di ossido. Mentre i conduttori monoconduttori possono ancora essere puliti manualmente, i conduttori multiconduttori non possono essere puliti correttamente. Di solito vengono trattati con colofonia o fondente - sostanze attive, che dissolvono i contaminanti, inclusa la pellicola di ossido.
Sia la colofonia che i fondenti funzionano bene, ma i fondenti sono più facili da usare: puoi immergere un pennello nella soluzione e lavorare rapidamente i fili. È necessario mettere il conduttore nella colofonia, quindi riscaldarlo con un saldatore in modo che la sostanza fusa avvolga l'intera superficie del metallo. Lo svantaggio dell'utilizzo dei fondenti è che se rimangono sui fili (e lo fanno), corrodono gradualmente la guaina adiacente. Per evitare che ciò accada, è necessario trattare tutte le aree di saldatura: il flusso rimanente deve essere lavato via con alcool.
Saldature e flussi per la saldatura con saldatore fili di rame
La colofonia è considerata un rimedio universale e i flussi possono essere selezionati a seconda del metallo che intendi saldare. Nel caso dei fili, si tratta di rame o alluminio. Per rame e fili di alluminio prendi il flusso LTI-120 o borace. Un fondente fatto in casa a base di colofonia e alcool denaturato (da 1 a 5) funziona molto bene ed è anche facile da realizzare con le tue mani. Aggiungi la colofonia all'alcol ( polvere migliore o pezzetti molto piccoli) e agitare finché non si scioglie. Quindi questa composizione può essere utilizzata per trattare conduttori e trefoli prima della saldatura.
Le saldature per saldare fili di rame con un saldatore utilizzano POS 60, POS 50 o POS 40 - piombo-stagno. Per l'alluminio sono più adatti i composti a base di zinco. I più comuni sono TsO-12 e P250A (composti da stagno e zinco), grado A (zinco e stagno con aggiunta di rame), TsA-15 (zinco con alluminio).
Comodo da usare saldatura con colofonia
È molto conveniente utilizzare saldature che contengono colofonia (POS 61). In questo caso non è necessario pretrattare separatamente ciascun conduttore con colofonia. Ma per una saldatura di alta qualità, è necessario disporre di un potente saldatore - 80-100 W, in grado di riscaldare rapidamente l'area di saldatura alla temperatura richiesta.
Materiali ausiliari
Per saldare correttamente i fili con un saldatore, è necessario anche:
Potrebbe essere necessario l'alcol per rimuovere il flusso e per l'isolamento potrebbero essere necessari nastro isolante o tubi termorestringenti di vari diametri. Questi sono tutti i materiali e gli strumenti senza i quali è impossibile saldare i fili con un saldatore.
Processo di saldatura con saldatore elettrico
L'intera tecnologia di saldatura dei fili con un saldatore può essere suddivisa in più fasi successive. Tutti vengono ripetuti in una certa sequenza:
Questo è tutto. Allo stesso modo, puoi saldare due o più fili, puoi saldare un filo a una piastra di contatto (ad esempio, quando saldi le cuffie, puoi saldare il filo a una spina o a una piastra su una cuffia), ecc.
Dopo aver finito di saldare i fili con un saldatore e dopo averli raffreddati, la connessione deve essere isolata. Puoi avvolgere il nastro isolante, indossarlo e poi riscaldarlo tubo termoretraibile. Se stiamo parlando Quando si tratta di cavi elettrici, di solito si consiglia di avvolgere prima alcuni giri di nastro isolante e di mettere sopra un tubo termorestringente, che viene riscaldato.
Differenze nella tecnologia quando si utilizza il flusso
Se viene utilizzato il flusso attivo anziché la colofonia, il processo di stagnatura cambia. Il conduttore pulito viene lubrificato con il composto e quindi riscaldato con un saldatore con una piccola quantità di lega per saldatura. Inoltre tutto è come descritto.
Torsioni di saldatura con flusso: più veloci e più facili
Ci sono anche differenze quando si saldano torsioni con flusso. In questo caso, non puoi stagnare ciascun filo, ma torcerlo, quindi trattarlo con il flusso e iniziare immediatamente a saldare. Non è nemmeno necessario spelare i conduttori - composti attivi corrodere la pellicola di ossido. Invece, dovrai pulire le aree di saldatura con alcool per lavare via i resti di sostanze chimicamente aggressive.
Caratteristiche della saldatura dei fili intrecciati
La tecnologia di saldatura sopra descritta è adatta per monocore. Se il filo è multipolare, ci sono delle sfumature: prima di stagnare, i fili non vengono attorcigliati in modo che tutto possa essere immerso nella colofonia. Quando si applica la saldatura, è necessario assicurarsi che ciascun filo sia coperto da un sottile strato di saldatura. Dopo il raffreddamento, i fili vengono nuovamente attorcigliati in un fascio, quindi è possibile saldare con un saldatore come descritto sopra: immergendo la punta nella saldatura, riscaldando l'area di saldatura e applicando lo stagno.
Durante la stagnatura, i fili multipolari devono essere “fluffed”
È possibile saldare il filo di rame all'alluminio
L'alluminio non può essere combinato direttamente con altri metalli chimicamente attivi. Poiché il rame è un materiale chimicamente attivo, rame e alluminio non vengono uniti o saldati. Il punto è una conduttività termica troppo diversa e una conduttività di corrente troppo diversa. Quando passa la corrente, l'alluminio si riscalda di più e si espande di più. Il rame si riscalda e si espande molto meno. La costante espansione/restrizione a vari livelli porta al fatto che anche il miglior contatto si rompe, si forma una pellicola non conduttiva e tutto smette di funzionare. Ecco perché il rame e l'alluminio non vengono saldati.
Se è necessario collegare conduttori in rame e alluminio, farlo collegamento bullonato. Prendi un bullone con un dado adatto e tre rondelle. Alle estremità dei fili collegati si formano degli anelli in base alla dimensione del bullone. Prendi un bullone, metti una rondella, poi un conduttore, un'altra rondella - il conduttore successivo, una terza rondella sopra e fissa il tutto con un dado.
Alluminio e filo di rame Le scheggiature non possono essere saldate
Esistono molti altri modi per collegare linee di alluminio e rame, ma la saldatura non è una di queste. Puoi leggere altri metodi qui, ma imbullonato è il più semplice e affidabile.
Materiali simili




Ogni ingegnere elettronico alle prime armi ha posto la domanda: "Come saldare i microcircuiti, poiché la distanza tra i loro terminali è molto piccola?" Di vari tipi i pacchetti di microcircuiti possono essere letti in questo articolo. Bene, in questo articolo mostrerò come saldo i microcircuiti i cui pin si trovano attorno al perimetro del microcircuito.Ogni ingegnere elettronico ha il suo segreto per saldare tali microcircuiti. In questo articolo mostrerò il mio metodo.
Rimozione del vecchio microcircuito
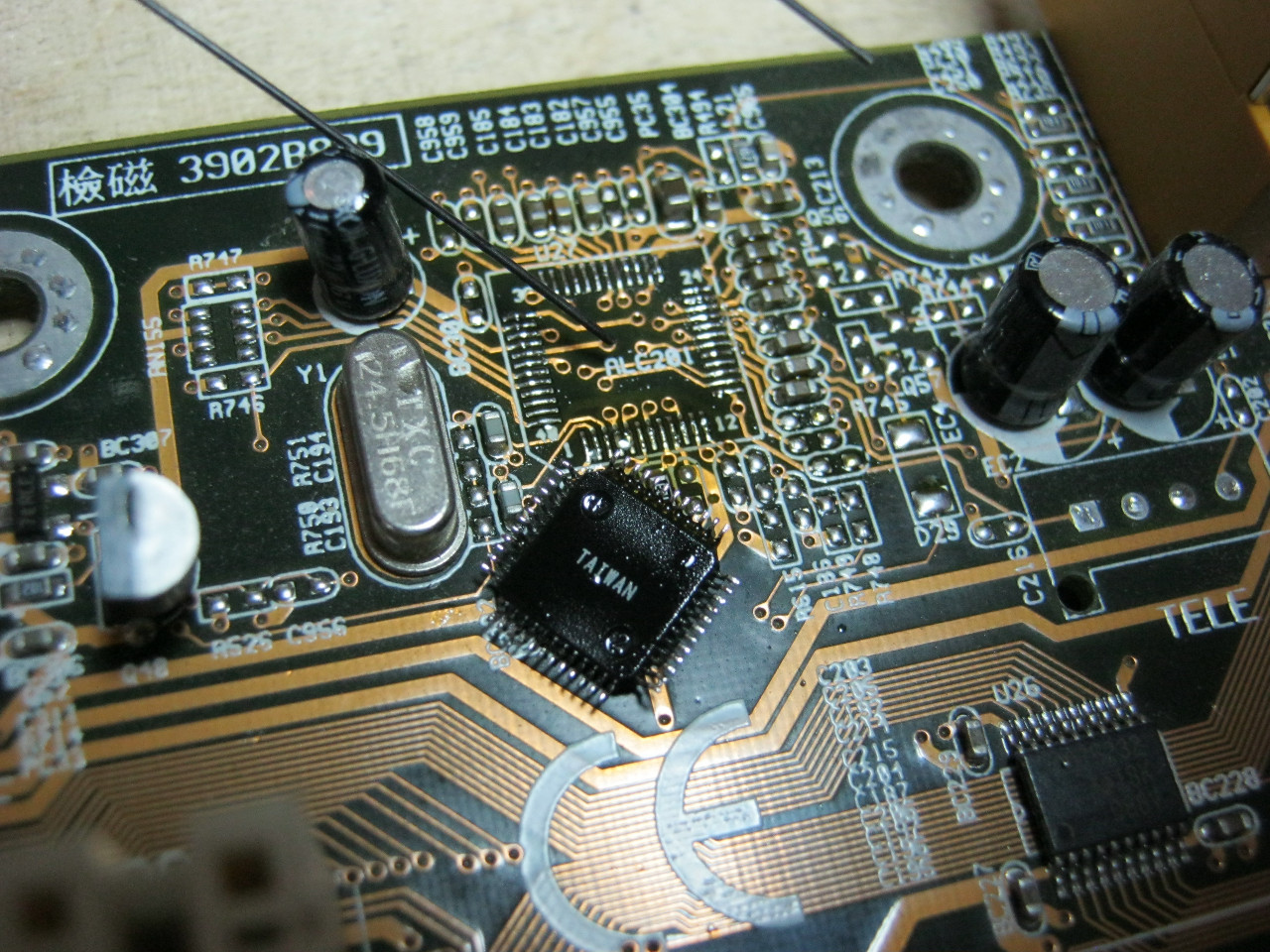
Ogni microcircuito ha una cosiddetta "chiave". L'ho evidenziato in un cerchio rosso.
Questo è il segno da cui inizia la numerazione dei pin. Nei microcircuiti, i pin vengono contati in senso antiorario. A volte al massimo circuito stampatoè indicato come saldare il microcircuito e vengono mostrati anche i numeri dei pin. Nella foto vediamo che il bordo del quadrato bianco sul circuito stampato stesso è tagliato, il che significa che il chip deve essere posizionato in questa direzione con la chiave. Ma il più delle volte non lo mostrano. Pertanto, prima di dissaldare il microcircuito, assicurati di ricordare come stava o di fotografarlo, fortunatamente telefono cellulare sempre a portata di mano.
Per iniziare, lubrificare generosamente tutte le piste con il flusso di gel Flux Plus.

Pronto!

Impostiamo la temperatura dell'asciugacapelli su 330-350 gradi e iniziamo a “friggere” il nostro microcircuito con movimenti circolari calmi attorno al perimetro.

Voglio vantarmi di una cosa. Per me è arrivato completo di stazione di saldatura. Lo chiamo estrattore di trucioli.

Attualmente, i cinesi hanno migliorato questo strumento e ora assomiglia a questo:

Ecco come appaiono gli allegati

Puoi acquistare su questo collegamento .
Non appena vediamo che la saldatura inizia a sciogliersi, afferriamo il bordo del microcircuito e iniziamo a sollevarlo.

Le antenne di estrazione trucioli hanno un effetto molleggiato molto ampio. Se solleviamo il microcircuito con un pezzo di ferro, ad esempio una pinzetta, allora abbiamo tutte le possibilità di strappare le tracce di contatto (punti) insieme al microcircuito. Grazie alle antenne elastiche, il microcircuito viene dissaldato dalla scheda solo nel momento in cui la saldatura è completamente sciolta.
Questo momento è arrivato.
Installazione di un nuovo microcircuito
Usando un saldatore e una treccia di rame, puliamo i punti dalla saldatura in eccesso. Secondo me, la migliore treccia di rame è Buono Wick.

Ecco cosa abbiamo ottenuto:


Dovrebbe assomigliare a questo

La cosa principale qui è non lesinare sul flusso e sulla saldatura. Il risultato è una sorta di tumulo su cui pianteremo il nostro nuovo microcircuito.
Ora dobbiamo ripulire tutta questa faccenda vari tipi fuliggine e detriti. Per fare ciò, utilizzare un batuffolo di cotone imbevuto di Flux-Off o alcool. Leggi di più sulla chimica. Dobbiamo avere tracce di contatto pulite e belle preparate per il microcircuito.

Infine, lubrificiamo un po 'il tutto con il flusso.

Mettiamo il nuovo microcircuito sulla chiave e iniziamo a friggerlo, tenendo l'asciugacapelli il più verticalmente possibile e spostandolo attorno al perimetro con un movimento circolare.

Infine lo lubrifichiamo un po 'con il fondente e “levighiamo” i contatti del microcircuito ai nichel lungo il perimetro utilizzando un saldatore.

Penso che questo sia il modo più semplice per sigillare Chip SMD. Se il microcircuito è nuovo, sarà necessario stagnare i suoi contatti con flusso e saldatura LTI-120. Il flusso LTI-120 è considerato un flusso neutro, pertanto non danneggerà il microcircuito.

Penso che ora tu sappia come saldare correttamente i microcircuiti.
Saper saldare con il saldatore è molto utile nella vita di tutti i giorni. Esistono numerose tecniche su come eseguire questa operazione, ma è meglio padroneggiare la parte teorica prima di iniziare il processo di lavoro.
Peculiarità
Esistono molti modi per imparare da zero a saldare con un saldatore. Per fare ciò, avrai bisogno di un saldatore, un dispositivo progettato per riscaldare parti o flusso durante la stagnatura e la saldatura. Lo strumento viene portato nella zona in cui vengono saldate le parti, toccandole con la cosiddetta punta. La punta è la parte lavorante dell'utensile, che viene riscaldata fiamma ossidrica o elettricità. La colofonia viene spesso utilizzata per la saldatura, ma per lavorare con questo materiale è necessario sapere come saldare correttamente con un saldatore con colofonia.
Prima di saldare, è necessario eseguire una serie di azioni:

Se lavori con un metallo come l'alluminio, vale la pena conoscerne le caratteristiche. Il punto di fusione dell'alluminio è 660,1 gradi. Una piccola quantità viene applicata sull'area articolare e quindi livellata. Il punto di contatto deve essere coperto.
Flusso di lavoro
Una sorta di connettore tra due componenti si chiama saldatura. Il suo ruolo principale è creare una connessione sufficientemente forte.
La saldatura è una lega metallica che può essere divisa in due grandi gruppi. Le saldature dolci hanno un punto di fusione fino a 300 gradi, questo tipo utilizzato in elettronica.

Il prossimo tipo di saldatura è il gruppo duro, in cui il punto di fusione supera i 300 gradi. Questo tipo viene utilizzato attivamente per l'unione affidabile dei metalli.
La sequenza di saldatura è la seguente:
- la superficie viene prima pulita dalla corrosione o da qualsiasi altro tipo di contaminazione;
- il passo successivo è la detersione completa fino ad acquisire la sua caratteristica lucentezza. Non devono essere visibili tracce di ossidi;
- Per il rivestimento viene utilizzato il flusso che rimuove i residui di ossido e riduce al minimo la comparsa di ossidazione superficiale. Scelta ottimale in questo caso serviranno le paste fondenti. Non sono adatti flussi liquidi o solidi;
- il maestro effettua la stagnatura. La saldatura viene applicata su una certa area della superficie in forma fusa, dopo di che si distribuisce uniformemente;
- utilizzando la torsione e la compressione con una pinzetta o un morsetto, le parti principali vengono collegate;
- La procedura di applicazione del flusso viene ripetuta. Ciò è necessario per ridurre al minimo il rischio di ossidazione della saldatura ad alta temperatura;
- La saldatura viene applicata insieme al riscaldamento;
- È inoltre importante notare che quando si utilizza uno strumento con punta stagnata, è necessario pulirlo utilizzando un flusso inattivo. Il saldatore deve essere conservato con la punta flussata. Ciò influisce sulla qualità del lavoro ulteriore.
Pulizia

La procedura per pulire la punta del saldatore viene eseguita sfregandola contro un rivestimento morbido poroso o fibroso. L'opzione migliore sarà la scelta del feltro naturale. Un'alternativa potrebbe essere quella di utilizzare il cartone di basalto. La pulizia in due fasi è considerata di alta qualità.
Il primo passo riguarda l'utilizzo di una spugna antigroviglio nastro metallico.
La seconda fase della pulizia prevede l'uso del feltro.
Al termine lo strumento viene spento. La fase in cui il maestro inserisce una puntura calda nella colofonia solida è considerata importante. Devi aspettare finché non smette di fare bolle. Successivamente, il maestro rimuove la puntura, tenendola con l'estremità rivolta verso il basso. In questo modo la colofonia in eccesso verrà drenata. Una volta che lo strumento si è completamente raffreddato, può essere conservato.
Saldatura dei tubi
Basato su caratteristiche tecnologiche Per eseguire questa procedura, i master utilizzano i seguenti passaggi:

Puoi eseguire la procedura da solo. Se non riesci a completare la procedura, è meglio utilizzare i servizi di uno specialista. È meglio saldare prima il primo elemento. È necessario raffreddare e tagliare la parte per verificare la qualità della lavorazione. Se ci sono errori, questo sarà evidente. Nel processo lavori di installazione o durante le riparazioni della pipeline questa abilità tornerà utile.
Fili di saldatura
La domanda più comune riguarda come saldare correttamente con un saldatore. Per prima cosa è necessario liberare le estremità dei fili dall'isolamento utilizzando un coltello o un tronchese. I parametri dei nuclei devono corrispondere alle dimensioni delle parti. non troppo grande, le aree vicine non verranno danneggiate durante il processo. Un piccolo saldatore, al confronto, ottiene risultati inaffidabili e di bassa qualità. È abbastanza difficile riscaldare le parti con esso.

Se stai saldando filo a trefolo, quindi devi girarlo, quindi stagnarlo. La procedura è la seguente. Il filo viene immerso in un bagno di colofonia. L'artigiano fa passare una goccia di lega per saldatura sulla superficie dei fili di rame. Il rivestimento dovrebbe essere uniforme e coprire tutti i lati. La colofonia in eccesso viene rimossa.
La saldatura è classificata come una lega debole. È caratterizzato da bassa affidabilità, perché sotto l'influenza carichi leggeriè danneggiato. Nel processo, la colofonia viene applicata ai fili, seguita dalla saldatura. Il tempo di riscaldamento per la torsione è di 2-3 secondi.
Se stiamo parlando di fili unipolari, quindi vengono prima puliti finché non acquisiscono lucentezza, quindi immersi nella colofonia. La connessione richiede circa 3–5 secondi. Quindi un tubo termorestringente viene posizionato sopra il filo esposto. grande diametro. Seguire questa procedura garantirà alto livello isolamento.
Saldatura
Quando si pone una domanda su come saldare correttamente i microchip con un saldatore, è meglio affidare tale lavoro a uno specialista. Dopotutto, il lavoro in sé è piuttosto scrupoloso e richiede esperienza e una certa abilità.
Per una saldatura corretta, è necessario prendersi del tempo per preparare le parti necessarie nel processo di attrezzaggio. Guardare aspetto teorico e poi consolidare le tue conoscenze nella pratica.
È necessario ricordarsi di proteggere lo strato di saldatura fusa con il flusso. Anche l'operazione che esegui è importante. In base a ciò, è necessario selezionare un dispositivo di potenza adeguata e con una forma della punta adeguata.
Seguendo le regole di base per l'utilizzo del dispositivo e le raccomandazioni degli specialisti, sarai in grado di collegare le parti nel modo corretto, grazie al quale la saldatura durerà davvero a lungo.
La saldatura con un saldatore è una delle più comuni e modi semplici la saldatura, tuttavia presenta due limitazioni significative. In primo luogo, un saldatore può essere saldato solo con saldature (dolci) a basso punto di fusione e, in secondo luogo, non è possibile (o, in ogni caso, è difficile) saldare parti massicce con un grande dissipatore di calore, a causa dell'impossibilità di riscaldarle alla temperatura di fusione della saldatura. L'ultima limitazione viene superata riscaldando la parte da saldare. fonte esterna calore - bruciatore a gas, elettrico o stufa a gas o in qualche altro modo, ma questo complica il processo di saldatura.
Prima di saldare con un saldatore, devi procurarti tutto ciò di cui hai bisogno. I principali strumenti e materiali senza i quali la saldatura è impossibile includono il saldatore stesso, la saldatura e il flusso.
Saldatori
A seconda del metodo di riscaldamento, i saldatori sono "ordinari" - elettrici (con spirale o riscaldatore in ceramica), gas (con bruciatore a gas), aria calda (il calore viene trasferito dal flusso d'aria), induzione. I massicci saldatori a martello possono essere riscaldati non solo con l'elettricità, ma anche alla vecchia maniera, con una fiamma libera.
Puoi imparare come utilizzare un saldatore di questo tipo dalle descrizioni della tecnologia della lavorazione dello stagno, che è il luogo in cui venivano utilizzati più spesso. Al giorno d'oggi, i saldatori elettrici vengono solitamente utilizzati per la loro disponibilità e facilità d'uso. Ma i primi saldatori venivano riscaldati su una fiamma libera.

Il parametro principale con cui viene selezionato un saldatore è la sua potenza, che ne determina il valore flusso di calore, trasmesso alle parti saldate. Per la saldatura di componenti elettronici vengono utilizzati dispositivi con una potenza fino a 40 W. Le parti a parete sottile (con uno spessore della parete fino a 1 mm) richiedono una potenza di 80-100 W.


Per le parti con uno spessore della parete pari o superiore a 2 mm, saranno necessari saldatori con una potenza superiore a 100 W. Si tratta in particolare di saldatori elettrici a martello che consumano fino a 250 W e oltre. Tra i saldatori più energivori rientra ad esempio il saldatore a percussione Ersa Hammer 550 con una potenza di 550 W. È in grado di riscaldarsi fino a una temperatura di 600°C ed è progettato per la saldatura di parti particolarmente massicce: radiatori, parti di macchine. Ma ha un prezzo inadeguato.

Oltre alla massiccia parte, on potenza richiesta il saldatore influisce anche sulla conduttività termica del metallo da saldare. Man mano che aumenta, è necessario aumentare la potenza del dispositivo e la sua temperatura di riscaldamento. Quando si saldano parti in rame con un saldatore, è necessario riscaldarlo di più rispetto a quando si salda una parte della stessa massa, ma in acciaio. A proposito, quando si lavora con prodotti in rame, può verificarsi una situazione in cui, a causa dell'elevata conduttività termica del metallo, durante la saldatura, si verificherà la dissaldatura delle aree precedentemente completate.
Saldature
Durante la saldatura con saldatori elettrici, vengono utilizzati piombo-stagno a bassa temperatura (POS-30, POS-40, POS-61), stagno-argento (PSr-2, PSr-2.5) o altre saldature e stagno puro. Gli svantaggi delle saldature contenenti piombo includono la nocività di quest'ultimo, i vantaggi - migliore qualità saldatura rispetto alle saldature senza piombo. Lo stagno puro viene utilizzato per saldare utensili alimentari.
Flussi
È generalmente accettato che stagno, argento, oro, rame, ottone, bronzo, piombo e alpacca possano essere saldati bene. Soddisfacente: acciai al carbonio e bassolegati, nichel, zinco. Scarso: alluminio, acciai altolegati e inossidabili, bronzo alluminio, ghisa, cromo, titanio, magnesio. Tuttavia, senza contestare questi dati, possiamo dire che non esiste un metallo scarsamente saldato, esiste scarsa preparazione parti, flusso selezionato in modo errato e condizioni di temperatura errate.Scegliere il flusso giusto per la saldatura significa decidere problema principale razioni. È la qualità del flusso che determina principalmente la saldabilità di un particolare metallo, la facilità o la difficoltà del processo di saldatura stesso e la forza della connessione. Il flusso deve corrispondere al materiale dei prodotti da saldare, nella sua capacità di distruggere la pellicola di ossido.
I flussi acidi (attivi), come l'"Acido per saldatura" a base di cloruro di zinco, non possono essere utilizzati durante la saldatura di componenti elettronici poiché hanno una buona conduttività corrente elettrica e corrodono, tuttavia, a causa della loro aggressività, preparano molto bene la superficie e sono quindi indispensabili per la saldatura strutture metalliche, e più il metallo è chimicamente resistente, più attivo dovrebbe essere il flusso. Residui di flussi attivi devono essere accuratamente rimossi al termine della saldatura.
I flussi efficaci per la saldatura dell'acciaio sono soluzione acquosa cloruro di zinco, acidi di saldatura a base di esso, flusso LTI-120. Puoi usare altri flussi più forti, di cui ce ne sono molti sul mercato.

La differenza principale tra la saldatura degli acciai inossidabili con il saldatore e la saldatura degli acciai al carbonio e bassolegati è la necessità di utilizzare flussi più attivi, necessari per distruggere gli ossidi chimicamente resistenti di cui sono rivestiti gli acciai inossidabili. Per quanto riguarda la ghisa, deve essere saldata con saldatura ad alta temperatura e, quindi, saldatore elettrico non adatto a questo scopo.
Per l'acciaio inossidabile viene utilizzato l'acido fosforico. Anche i flussi specializzati, come l'F-38, si adattano bene ai film di ossido chimicamente resistenti.

Per il ferro zincato, è possibile utilizzare una composizione contenente colofonia, alcool etilico, cloruro di zinco e cloruro di ammonio (flusso LK-2).
Materiali e dispositivi ausiliari
Puoi fare a meno di alcuni dispositivi e materiali utilizzati per la saldatura, ma la loro presenza rende il lavoro molto più comodo e confortevole.Supporto per saldatore serve a garantire che il saldatore riscaldato non tocchi il tavolo o altri oggetti. Se non viene fornito con un saldatore, puoi acquistarlo separatamente o realizzarlo da solo. Il supporto più semplice può essere ricavato da un sottile foglio di stagno, ritagliando delle scanalature per riporre gli strumenti.

Viscosa bagnata o gommapiuma spugna, inserito in una presa per evitare che cada, è molto più comodo pulire la punta del saldatore che con un normale panno. Anche i trucioli di ottone possono servire agli stessi scopi.

È possibile rimuovere la saldatura in eccesso dalla superficie delle parti utilizzando aspirazione speciale o trecce. Primo aspetto e il design ricorda una siringa dotata di molla. Prima dell'uso deve essere armato incassando la testa dell'asta. Avvicinando il naso alla saldatura fusa, la molla viene rilasciata premendo il pulsante di rilascio. Di conseguenza, la saldatura in eccesso viene aspirata nella testa di rimozione.

È una treccia di flusso sottile cablaggio in rame. Posizionando la sua estremità sulla saldatura e premendola sopra con un saldatore, grazie alle forze capillari è possibile raccogliere tutta la saldatura in eccesso al suo interno come una carta assorbente. La punta della treccia, satura di saldatura, viene semplicemente tagliata.


Si chiama un dispositivo molto utile terza mano(Strumento di terza mano). Quando si lavora con un saldatore, a volte ci sono catastroficamente "mancanze di mani": una è occupata dal saldatore stesso, l'altra dalla saldatura, ma è comunque necessario mantenere le parti saldate in una certa posizione. La "terza mano" è comoda perché i suoi morsetti possono essere facilmente installati in qualsiasi posizione l'uno rispetto all'altro.

Supporto per saldatura "Terza mano"
Le parti da saldare vengono riscaldate alta temperatura Se li tocchi potresti bruciarti. Pertanto, è auspicabile disporre di vari dispositivi di bloccaggio che consentano la manipolazione di parti riscaldate - pinze, pinzette, morsetti.
Preparazione del saldatore per l'uso
Quando si accende il saldatore per la prima volta, potrebbe iniziare a fumare. Non c'è niente di sbagliato in questo, gli oli utilizzati per preservare il saldatore semplicemente si bruciano. Hai solo bisogno di ventilare la stanza.Prima di utilizzare un saldatore, è necessario prepararne la punta. La preparazione dipende dalla sua forma originale. Se la punta è in rame non placcato, la punta può essere forgiata a forma di cacciavite, questo sigillerà il rame e gli darà maggiore stabilità dall'usura. Puoi semplicemente affilarlo con carta vetrata o una lima, dandogli la forma richiesta - sotto forma di un cono affilato o troncoconico con angolo diverso, piramide tetraedrica, smusso angolare su un lato. I rivestimenti metallici in nichel vengono utilizzati per proteggere il rame dall'ossidazione. Se il saldatore ha un rivestimento di questo tipo, non può essere forgiato o affilato per evitare di danneggiare lo strato di rivestimento.
Esiste una gamma standardizzata di forme delle punte, ma è ovviamente possibile utilizzare qualsiasi forma adatta al lavoro specifico.

Quando si saldano parti massicce, l'area di contatto tra il saldatore e la parte dovrebbe essere massima per garantire un migliore trasferimento di calore. In questo caso, l'affilatura angolare di un'asta tonda (2 nella foto sopra) è considerata la migliore. Se si prevede di saldare piccole parti, è adatto un cono affilato (4), un coltello o altre forme con piccoli angoli.
Le istruzioni per l'uso di un saldatore con punta in rame non rivestita ne contengono una requisito obbligatorio- stagnare la “punta” di un saldatore nuovo per preservarlo dall'ossidazione e dall'usura. Inoltre, ciò dovrebbe essere fatto al primo riscaldamento, senza indugio. Altrimenti, la "punta" sarà ricoperta da un sottile strato di scaglia e la saldatura non vorrà attaccarsi ad essa. Si può fare in modi diversi. Riscaldare il saldatore fino a quando temperatura operativa, tocca la "puntura" con la colofonia, sciogli la saldatura su di essa e macina quest'ultima su un pezzo di legno. Oppure pulire la punta riscaldata con uno straccio inumidito con una soluzione di cloruro di zinco, sciogliere su di essa la saldatura e un pezzo di ammoniaca o pietra sale da cucina strofinalo sulla punta. La cosa principale è che come risultato di queste operazioni, la parte lavorante della punta è completamente ricoperta da un sottile strato di saldatura.
La necessità di stagnare la punta è causata dal fatto che il flusso si corrode gradualmente e la saldatura dissolve la punta. A causa della perdita di forma, la punta deve essere affilata regolarmente e quanto più attivo è il flusso, tanto più spesso, a volte più volte al giorno. Per le punte nichelate, il nichel blocca l'accesso al rame, proteggendolo, ma tali punte richiedono un'attenta manipolazione, temono il surriscaldamento e non è un dato di fatto che il produttore abbia realizzato un rivestimento di qualità sufficientemente elevata, per il quale richiedono un pagamento in eccesso.
Preparazione delle parti per la saldatura
La preparazione delle parti per la saldatura comporta l'esecuzione delle stesse operazioni indipendentemente dal tipo di saldatura (bassa o alta temperatura) eseguita e da quale fonte di riscaldamento (saldatore elettrico o a gas, bruciatore a gas, induttore o qualcos'altro) viene utilizzato.Prima di tutto, si tratta di pulire la parte dallo sporco e dallo sgrassaggio. Non ci sono sottigliezze speciali qui: è necessario utilizzare solventi (benzina, acetone o altri) per pulire la parte da oli, grassi e sporco. Se è presente ruggine è necessario rimuoverla con qualsiasi idoneo meccanicamente- utilizzando una mola, una spazzola metallica o una carta vetrata. Nel caso di acciai altolegati e inossidabili è consigliabile trattare i bordi da unire strumento abrasivo, poiché la pellicola di ossido di questi metalli è particolarmente resistente.
Temperatura di saldatura
Temperatura di riscaldamento del saldatore - il parametro più importante, la qualità della saldatura dipende dalla temperatura. Una temperatura insufficiente si manifesta nel fatto che la saldatura non si diffonde sulla superficie del prodotto, ma forma un grumo, nonostante la preparazione della superficie con il flusso. Ma anche se la saldatura ha esito positivo (la saldatura si è sciolta e si è diffusa sul giunto), il giunto saldato risulta allentato, di colore opaco e ha una bassa resistenza meccanica.La temperatura di saldatura (temperatura delle parti da saldare) dovrebbe essere di 40-80°C superiore alla temperatura di fusione della lega di saldatura e la temperatura di riscaldamento della punta dovrebbe essere di 20-40°C superiore alla temperatura di saldatura. Quest'ultima esigenza è dovuta al fatto che quando entra in contatto con le parti da saldare, la temperatura del saldatore diminuisce a causa della dissipazione del calore. Pertanto, la temperatura di riscaldamento della punta dovrebbe superare la temperatura di fusione della lega di saldatura di 60-120°C. Se utilizzato stazione di saldatura, la temperatura richiesta viene semplicemente impostata dal regolatore. Quando si utilizza un saldatore senza controllo della temperatura, il suo valore effettivo, quando si utilizza la colofonia come flusso, può essere valutato dal comportamento della colofonia quando viene toccata dal saldatore. Dovrebbe bollire e rilasciare abbondante vapore, ma non bruciare istantaneamente, ma rimanere sulla punta sotto forma di gocce bollenti.
Anche il surriscaldamento del saldatore è dannoso; provoca la combustione e la carbonizzazione del flusso fino ad attivare la superficie di giunzione. Il surriscaldamento è indicato dalla comparsa di una pellicola scura di ossidi sulla saldatura situata sulla punta del saldatore, nonché dal fatto che non rimane sulla “punta” e scorre via da essa.
Tecnica di saldatura con saldatore
Esistono due metodi principali di saldatura con un saldatore:- Fornitura (scarico) di materiale saldante sulle parti da saldare dalla punta del saldatore.
- Fornitura di saldatura direttamente alle parti da saldare (al pad).
Con qualsiasi metodo, è necessario prima preparare le parti per la saldatura, installarle e fissarle nella posizione originale, riscaldare il saldatore e inumidire il giunto con il flusso. Prossimi passi differiscono a seconda del metodo utilizzato.
Quando si alimenta la saldatura da un saldatore, una certa quantità di saldatura viene fusa su di esso (per mantenerla sulla punta) e la “punta” viene premuta contro le parti da saldare. In questo caso, il flusso inizierà a bollire ed evaporare e la saldatura fusa si sposterà dal saldatore al giunto di saldatura. Il movimento della punta lungo la futura cucitura garantisce la distribuzione della saldatura lungo il giunto.

La saldatura sulla gelatina può essere sufficiente se la punta ha semplicemente acquisito una lucentezza metallica. Se la forma della punta è cambiata notevolmente, c'è troppa saldatura.

Quando si applica la saldatura direttamente su una giunzione, utilizzare prima un saldatore per riscaldare le parti alla temperatura di saldatura, quindi applicare la saldatura alla parte o al giunto tra il saldatore e la parte. Quando la saldatura si scioglie, riempirà il giunto tra le parti da saldare. Dovresti scegliere esattamente come saldare con un saldatore - il primo o il secondo metodo - a seconda della natura del lavoro da eseguire. Il primo metodo è migliore per pezzi piccoli, il secondo per pezzi grandi.
I requisiti di base per una saldatura di alta qualità includono:
- buon riscaldamento del saldatore e delle parti da saldare;
- quantità sufficiente di flusso;
- ingresso quantità richiesta saldatura: esattamente quanto richiesto, ma non di più.
Ecco alcuni suggerimenti su come saldare correttamente con un saldatore.
Se la saldatura non scorre, ma è imbrattata, la temperatura delle parti non ha raggiunto valori richiesti, è necessario aumentare la temperatura di riscaldamento del saldatore o prendere un dispositivo più potente.
Non è necessario aggiungere troppa saldatura. Saldatura di alta qualità presuppone la presenza nella giunzione di una quantità minima sufficiente di materiale, in corrispondenza della quale la cucitura risulta leggermente concava. Se c'è troppa saldatura, non è necessario provare ad attaccarla da qualche parte nel giunto; è meglio rimuoverla con un'aspirazione o una treccia.
La qualità della giunzione è indicata dal suo colore. Alta qualità- la giunzione ha una lucentezza brillante. Una temperatura insufficiente rende la struttura della giunzione granulosa e spugnosa: questo è un chiaro difetto. La saldatura bruciata appare opaca e ha una resistenza ridotta, il che in alcuni casi può essere abbastanza accettabile.
Quando si utilizzano flussi attivi (acidi), è necessario lavare via i resti dopo la saldatura, in qualche modo detergente o un normale sapone alcalino. In caso contrario non vi è alcuna garanzia che dopo un certo tempo il collegamento non venga distrutto dalla corrosione degli acidi residui.
Stagnatura
La stagnatura, che copre la superficie metallica con un sottile strato di saldatura, può essere un'operazione finale indipendente o una fase preparatoria intermedia della saldatura. Quando sarà? fase preparatoria, il successo della stagnatura di una parte nella maggior parte dei casi significa che la parte più difficile del lavoro di saldatura (collegare la saldatura al metallo) è stata eseguita, saldare tra loro le parti stagnate di solito non è più difficile;Stagnatura del filo. Stagnare le estremità dei cavi elettrici è una delle operazioni più comuni. Viene eseguito prima di saldare i fili ai contatti, saldandoli insieme o per garantire un migliore contatto con i terminali quando si collega con bulloni. È conveniente realizzare un anello da un filo a trefolo stagnato, che garantisce facilità di fissaggio al terminale e buon contatto.
I cavi possono essere unipolari o multifilari, in rame o alluminio, verniciati o meno, nuovi puliti o vecchi acidificati. A seconda di queste caratteristiche, la loro manutenzione differisce.
Il modo più semplice per stagnare è il filo di rame unipolare. Se è nuovo non si ricopre di ossidi e stagni anche senza spelarlo, basta applicare il fondente sulla superficie del filo, applicare la saldatura sul saldatore riscaldato e muovere il saldatore lungo il filo ruotando leggermente il filo . Di norma, la stagnatura procede senza problemi.


Se il direttore d'orchestra non vuole armeggiare, a causa della presenza di vernice (smalto), l'aspirina regolare aiuta. Sapere come saldare con un saldatore utilizzando una compressa di aspirina (acido acetilsalicilico) può essere molto utile in alcuni casi. Devi metterlo su una tavola, premere il conduttore e scaldarlo per alcuni secondi con un saldatore. Allo stesso tempo, la compressa inizia a sciogliersi e l'acido risultante distrugge la vernice. Successivamente, il filo di solito si stagna facilmente.
Se non c'è l'aspirina, isolare i cavi elettrici con cloruro di vinile che, se riscaldato, rilascia sostanze che distruggono rivestimento in vernice. È necessario premere i fili su un pezzo di isolamento con un saldatore e trascinarlo più volte tra l'isolamento e il saldatore. Quindi stagnare il filo come di solito. Quando si rimuove la vernice utilizzando carta vetrata o un coltello, sono comuni tagli e rotture di fili sottili. Se spelato mediante cottura, il filo potrebbe perdere resistenza e rompersi facilmente.
Va tenuto presente che il cloruro di polivinile fuso e l'aspirina rilasciano nell'aria sostanze dannose per la salute.
Inoltre, per i fili verniciati (smalti), è possibile acquistare un flusso speciale che rimuove la vernice.

Il nuovo filo di rame intrecciato può essere stagnato con la stessa facilità del filo di rame pieno. L'unica particolarità è ruotarlo nella direzione in cui i fili si attorciglieranno e non si srotoleranno.
I vecchi fili possono essere rivestiti con ossidi che ne impediscono la stagnatura. La stessa compressa di aspirina aiuterà ad affrontarli. Devi srotolare il conduttore, metterlo sull'aspirina e scaldarlo per alcuni secondi con un saldatore, muovendo il conduttore avanti e indietro - e il problema di stagnatura scomparirà.
Per stagnare un filo di alluminio, avrai bisogno di un flusso speciale, ad esempio quello chiamato "Flusso per saldare l'alluminio". Questo flusso è universale ed è adatto anche per la saldatura di metalli con film di ossido chimicamente resistente - acciaio inossidabile, in particolare. Durante l'utilizzo basterà ricordarsi di pulire successivamente la connessione dai residui di flussante per evitare fenomeni di corrosione.

Se, durante la stagnatura dei fili, si è formata una schiuma in eccesso su di essi, è possibile rimuoverla posizionando il filo verticalmente, con l'estremità rivolta verso il basso e premendo un saldatore riscaldato fino alla sua estremità. La saldatura in eccesso scorrerà dal filo al saldatore.
Stagnare una grande superficie metallica
Potrebbe essere necessario stagnare la superficie del metallo per proteggerlo dalla corrosione o per la successiva saldatura di un'altra parte ad esso. Anche se è davvero difficile nuova foglia che esteriormente sembra pulito, sulla sua superficie potrebbero sempre esserci sostanze estranee - lubrificante conservante, inquinamento vario. Se un foglio coperto di ruggine è stagnato, è necessario pulirlo ancora di più. Pertanto, la stagnatura inizia sempre con un'accurata pulizia della superficie. La ruggine viene rimossa con tela smeriglio o una spazzola metallica, i grassi e gli oli vengono rimossi con benzina, acetone o un altro solvente.Quindi, utilizzando un pennello o un altro strumento adatto al fondente, si applica il fondente sulla superficie del foglio (potrebbe non essere un fondente pastoso come nella foto sotto, ma, ad esempio, una soluzione di cloruro di zinco o un altro flusso attivo).

Un saldatore con una superficie della punta piatta relativamente grande viene riscaldato alla temperatura richiesta e la saldatura viene applicata sulla superficie della parte. È consigliabile che la potenza del saldatore sia di circa 100 W o superiore.

Quindi applicare il saldatore sulla saldatura sulla parte con il piano più grande e mantenerlo in questa posizione. Il tempo di riscaldamento del pezzo dipende dalle sue dimensioni, dalla potenza del saldatore e dall'area di contatto. Il raggiungimento della temperatura richiesta è indicato dall'ebollizione del flusso, dalla fusione della lega di saldatura e dalla sua distribuzione sulla superficie. La saldatura viene gradualmente distribuita sulla superficie.

Dopo la stagnatura, la superficie metallica viene pulita dai residui di disossidante con alcool, acetone, benzina, acqua saponata (a seconda composizione chimica flusso).

Se la saldatura non si diffonde sulla superficie metallica, ciò potrebbe essere dovuto ad una scarsa pulizia della superficie prima della stagnatura, a uno scarso riscaldamento del metallo (a causa di una potenza insufficiente del saldatore, di una piccola area di contatto, di tempo insufficiente per riscaldare il metallo del metallo) parte) o una punta del saldatore sporca. Un altro motivo potrebbe essere scelta sbagliata flusso o saldatura.

La stagnatura può essere eseguita applicando (drenando) la saldatura da un saldatore e distribuendola con una "punta" sulla superficie, oppure fornendo la saldatura direttamente al pad: la saldatura si scioglie quando tocca il metallo riscaldato della parte.
Saldatura di lamiere sovrapposte
Quando si riparano le carrozzerie delle automobili, tutti i tipi di lavori in stagno, è necessaria la saldatura lamiera onlay. Esistono due modi per saldare le parti in lamiera sovrapposte: pre-stagnandole o utilizzando pasta saldante contenente lega per saldatura e flusso.Nel primo caso, le zone di sovrapposizione delle parti dopo la pulizia meccanica e lo sgrassaggio vengono pre-stagnate. Successivamente le parti della connessione vengono applicate tra loro con superfici stagnate, fissate con dispositivi di bloccaggio e riscaldate utilizzando un saldatore con lati diversi alla temperatura di fusione della saldatura. La prova di una saldatura riuscita è il flusso di saldatura fusa dallo spazio vuoto.
Nel secondo metodo, dopo aver preparato le parti, l'area di contatto di una delle parti viene ricoperta con pasta saldante. Quindi le parti vengono fissate nella posizione desiderata, serrate con morsetti e, come nel primo caso, la cucitura viene riscaldata con un saldatore su entrambi i lati.
Quando acquisti la pasta saldante, devi prestare attenzione al suo scopo, perché... molti paste saldanti sono destinati alla saldatura di componenti elettronici e non contengono flussi attivi che consentano la saldatura dell'acciaio.



Quando si utilizza il contenuto di questo sito, è necessario inserire collegamenti attivi a questo sito, visibili agli utenti e ai robot di ricerca.